In his recent article, Shane Latimer discusses the current general environmental regulatory context, followed by an integrated approach to permitting SCS Engineers uses, which consists of three main pillars:
Along the way, he shares typical pitfalls that often befall project managers not as well versed in environmental permitting. Last, Shane covers the permitting issues most find confusing or may need help in order to comply.
The article serves those planning utility infrastructure.
Read, or share Integrated Environmental Planning and Permitting Enables Project Success
Compressed air powers thousands of industrial applications and processes. It is vital to nearly every industry. For example in the printing industry, compressed air is
used for presses, cleaning machinery, hoisting stereotype plates, powering pneumatic tools, packaging, and automating equipment.
Ensure you’re not losing value from your compressed air systems. Don’t let leaks drive up operating costs. Use this advice to keep your systems running at their peak performance.
Efficiency
Did you know that the overall efficiency of a typical compressed air system is between 10 percent and 15 percent? While that seems low, compressed air may be your best choice. However, carefully evaluate each application to make sure it makes business sense.
For example, if you are using compressed air as your energy source for a motor, consider that the annual energy costs for a 1 hp. air motor vs. a 1 hp. electric motor, operating five days per week, over two shifts, at $0.10/kWh would potentially cost the facility $2,330 (compressed air) vs. $390 (electric).
A properly managed system uses compressed air for appropriate applications.
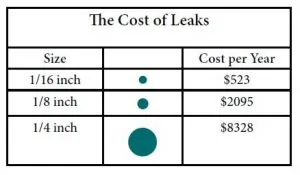
Leaks
Did you know that a ¼-inch leak can cost the typical facility $8,382 per year in wasted electricity? The chart below shows the calculated cost of leaks in a typical compressed air system.
Leaks cause a drop in system pressure, which can make equipment or systems function less efficiently and adversely affect production. Leaks can shorten the life of nearly all system components by forcing the equipment to cycle more frequently. Increased running time also can lead to additional maintenance requirements and increased downtime.
Audits show that operators have a tendency to add expensive and unnecessary air compressor capacity instead of addressing leaks. Make sure you’re regularly checking for and repairing leaks. Systems with leaks waste money.
Leak Prevention
A typical air compressor system that has not been well maintained could have a leak rate
between 20 percent and 50 percent of total compressed air production capacity. Leakage can come from any part of the system. Here are some of the most common sources of leaks:
A good leak prevention program will include the following components: identification (including tagging) of leaks, tracking, repair, verification, and overall system re-evaluation. We recommend that all facilities with compressed air systems establish an aggressive leak prevention program. You can include it as part of an overall program aimed at improving the performance of the facility’s compressed air system, or energy use.
Pressure Reduction
For every 2 psig. reduction in system pressure, the energy consumed by the system reduces by 1 percent. Increasing system pressure increases leakage rates and compounds friction losses associated with a poor piping design or poorly maintained, clogged filters.
Check the system pressure and resist the urge to turn up the pressure.
Compressed Air System Assessment
A comprehensive air compressor system assessment can identify the true costs of
compressed air and identify opportunities to improve efficiency and productivity. Generally, a fully instrumented audit, which can take 3-7 days, can identify between 30 percent and 50 percent energy savings opportunities.
A comprehensive compressed air system assessment should include an examination of both the supply side, demand side, and the interaction between the two. Auditors typically measure the output of a compressed air system, calculate energy consumption in kilowatt-hours, and determine the annual cost of operating the system. Third-party leak surveys also can be performed.
Losses and poor performance caused by inappropriate uses, system leaks, inappropriate system controls, poor system design, and total system dynamics are evaluated, and a written report with a recommended course of action is provided.
Author: Tony Kriel, an SCS Professional Engineer with more than a decade of experience specializing in energy saving projects. He is a Sustaining Member Representative in SAME and has been a Member of ASHRAE for 10 years. His project experience includes compressed air system assessments, energy audits, commissioning, retro-commissioning, energy modeling, and renewable energy technology analysis.
Find more information here, or contact SCS Engineers.
We are all trying to wrap our heads around how to implement and document Recognized and Generally Accepted Good Engineering Practices (RAGAGEP). There are so many elements to review when codes and standards are released it is difficult to know where to start.
One place to start is with the industry improvements associated with life safety. International Institute of Ammonia Refrigeration (IIAR) ANSI Standard 2, Safe Design of Closed-Circuit Ammonia Refrigeration Systems, includes specifications for new construction and can be a tool to ensure your engine room is keeping up with industry standards especially when it concerns life safety.
One change from previous versions of the IIAR Standard 2 is the number and location of eyewash/safety showers. IIAR 2 (2014) is now more in line with OSHA expectations. Keep reading…more from Lee Pyle.
A few years ago, an engineer working for a“friend’s plant” chose to replace their evaporative condenser with an adiabatic condenser. On the surface, the choice seemed like a good idea since adiabatic condensers often provide higher heat rejection with lower water and electricity usage. The condenser was purchased and installed, but all was not well. When not carefully considered, replacing equipment or control programs can have unforeseen consequences such as negative impacts on operational safety.
In this real life example the author examines what information would have made a big difference and significant savings had the right questions been asked.
Click to read this article and others written for those in industries using ammonia refrigeration.
Regulatory policies governing the food industry are in flux giving corporate compliance headaches, but it doesn’t need to keep you up at night with a massive workload. Consultants are an option if you lack the workforce or expertise to conduct PSM/RMP compliance audits.
William Lape, CIRO, reviews the questions to ask of your consultant before hiring. Starting with the amount of experience that the auditor has evaluating programs against the PSM/RMP regulations; review the resumes and auditor’s support structure; training related to the PSM/RMP regulations and how to properly audit; and ask questions, is the auditor familiar with your covered process, or just PSM/RMP in general? Imagine hiring a consultant with the lowest price and discovering s/he has little experience with ammonia refrigeration.
Read this article and others by clicking here.
It is a general misconception that leachate seeps stop or disappear when slopes receive the final cover. In fact, it is only true if the source of leachate is located directly below the cover, but in most cases, the leachate originates from another location. Continuing seeps eventually reach the bottom of the slope, where two scenarios can happen depending on how the final cover geomembrane is secured at the landfill’s perimeter.
In the first scenario, where the geomembrane is anchored in an anchor trench, liquids will gradually flow underneath the cover geomembrane in the anchor trench and enter the perimeter berm structure. Leachate entering the berm structure softens the berm’s structural fill adversely impacting its shear strength. Additionally, leachate gradually seeps through the berm structure and enters natural formations below the berm and possibly into the groundwater. The operator is alerted when monitoring shows a localized structural failure or a groundwater impact in a nearby groundwater monitoring well.
In the second scenario, where the final cover geomembrane is welded to the bottom lining system geomembrane, leachate seeping out of the slope reaching the toe of the slope accumulates at the toe because it has nowhere to go. Accumulation of leachate behind the final cover geomembrane forces water to gradually move laterally along the landfill perimeter berm behind the final cover geomembrane damaging a larger area behind the final cover. Vertically, more of the area above the toe of the slope becomes engaged by the accumulating leachate. The two obvious consequences are the softening of the soil layer below the final cover geomembrane at the toe of the slope and the water-bedding effect of the area near the toe of the slope.
In the first scenario, the operator has to handle a non-compliance issue, either a failure in the slope or impacts to groundwater. In the second case, the leachate remains contained, but the operator has to address the issue by opening the final cover and removing leachate accumulated behind the final cover geomembrane. The geomembrane opening is closed, and final cover soils are restored after liquids are removed. Both are costly and complicated solutions. Moreover, the problem does not end after completion of the repair because the source of leachate seep is not eliminated.
Landfill operators can require their engineers to design a leachate toe drain system located at the toe of the slope and connected to the leachate collection system at the bottom of the landfill before the final cover geomembrane is installed. The leachate toe drain system is the only way to collect and route leachate to a location at the bottom of the landfill constructed for removal of leachate.
If you are closing a portion of your landfill slope and you find no leachate toe drain system in the construction plans, you can ask for a system to be added to the design plans before the commencement of the construction project.
SCS has significant experience with various types of leachate toe drain system constructed at different locations under various conditions. If you like to know more about the design of leachate toe drain systems or if you are looking for an experienced engineer for the design of your next final cover contact SCS.
Author: Dr. Ali Khatami
SCS Engineers periodically prepares Technical Bulletins to highlight items of interest to our clients and friends. Our most recent SCS Bulletin summarizes the Brownfields BUILD Act (Brownfields Utilization, Investment, and Local Development). The BUILD Act was signed into law in March 2018, amending the Brownfields provisions of the Comprehensive Environmental Response, Compensation, and Liability Act (CERCLA). Specific changes include increased eligibility for funding, additional liability protections, and changes to grant programs. The link above will take you directly to the summary.
SCS will continually update coverage of this Act on our website. I welcome you to use our staff resources for guidance or to answer questions.
SCS Engineers periodically prepares Technical Bulletins to highlight items of interest to our clients and friends. Our most recent SCS Bulletin summarizes the amendments addressing the updates to the Final Coal Combustion Residuals (CCR) Rule that the EPA published in the Federal Register on July 30, 2018, and which takes effect on August 29, 2018. The link above will take you directly to the summary.
SCS will continually update coverage of this Rule on our website. We welcome you to use our staff resources for guidance or to answer questions.
Landfill base grades not only make leachate collection and removal possible but also have a significant impact on the amount of landfill airspace. For landfill operators, airspace is the primary asset, because it represents the level of revenue the operator can expect. Airspace is a commodity to be maximized.
Operators expect to get the most airspace from their landfill designer and depend on the engineer to design the grades to maximize it. Placing your trust in an engineer is a noble matter, but as the operator, you check, verify, and confirm that what the designer has engineered is what is needed to provide you with the expected value. An experienced landfill designer looks for ways to provide airspace above and beyond the operator’s expectations.
SCS has been in the business of designing landfills for nearly half a century. We have significant experience in optimizing landfill designs and maximizing airspace. SCS is often retained to design a new expansion to an existing landfill. Upon starting work we analyze the entire facility holistically to see all of the potential ways to maximize airspace around and above the existing landfill. Every cubic yard of additional airspace is a big achievement for our clients and in turn for us.
SCS often evaluates permitted, yet to be developed, base grades for operators. The intent is to determine whether additional airspace can be achieved by applying a different design to the base of the landfill. SCS has turned the science of geometry into mathematical models utilized to quickly evaluate base grades. Specific parameters of the currently permitted base grades are plugged in the mathematical model along with those of the alternative and the model provides quantitative values (cubic yards) of the difference between the permitted grades and the alternative. The values are quickly returned. After modeling, the operator may decide to modify the design to gain the additional airspace based on the alternative design. Contact us to work with our landfill design experts to assist you with an evaluation.
Contact Dr. Ali Khatami with questions about the model.
The Georgia Manufacturing Alliance (GMA), based in Lawrenceville, GA, is a professional organization founded in 2008 to support Georgia’s manufacturing community. SCS Engineers is pleased to announce the firm is GMA’s newest member supporting manufacturers with permitting, compliance, and other environmental services.
Mike Fisher, SCS’s point of contact, has three decades of experience supporting environmental consulting for manufacturers and other industries throughout Florida, North Carolina, South Carolina, Georgia, Alabama, the Bahamas, and South America. Mike has deep well petroleum geology expertise dating nearly four decades.
Learn more about each of our manufacturing solutions areas by clicking on the links below: